

ePLA-LW пластик ESUN, 1 кг
1,599грн.
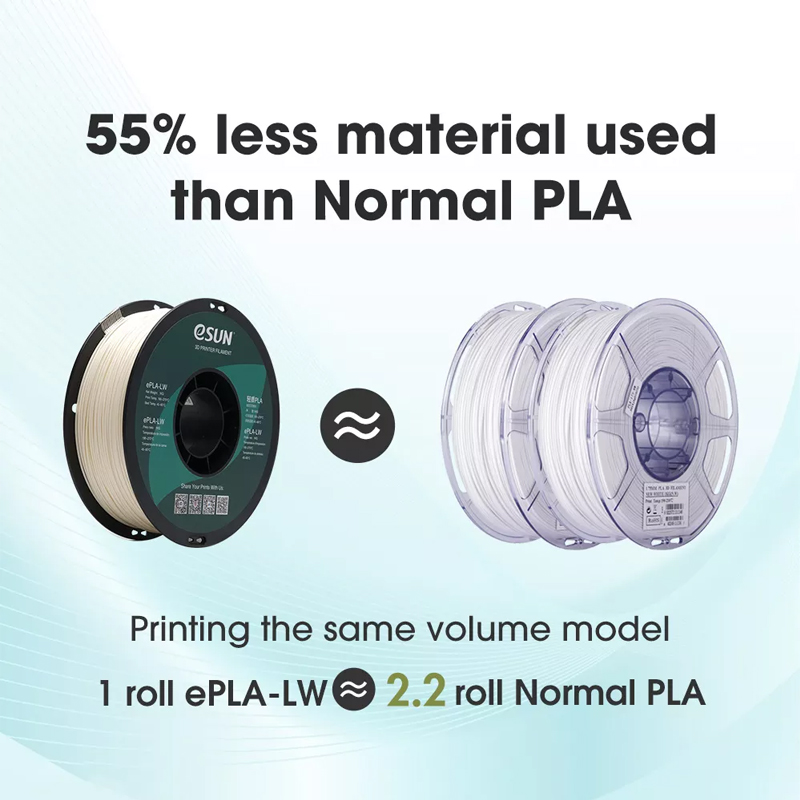
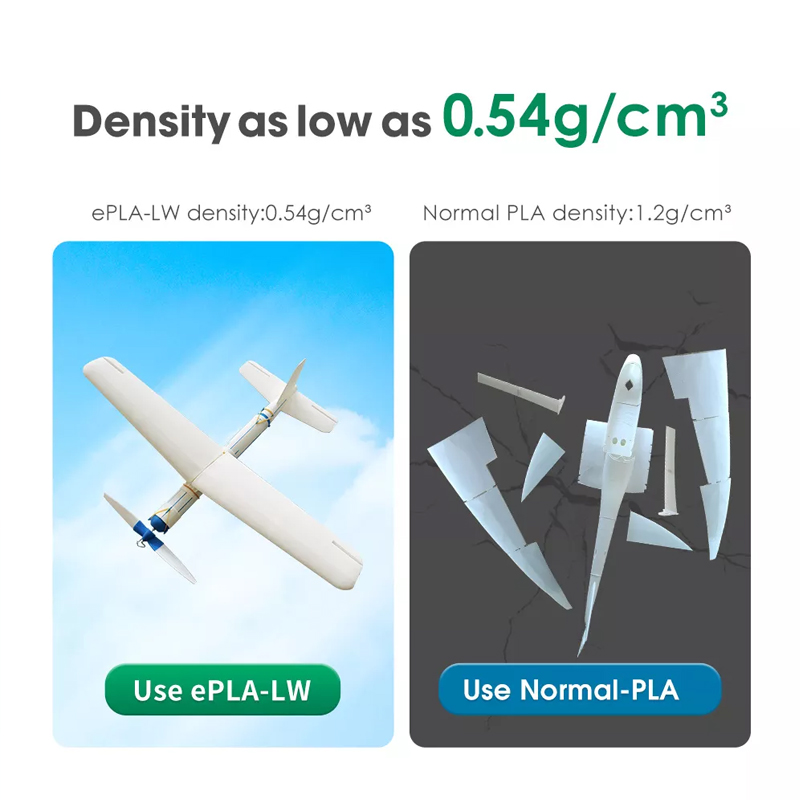
ePLA-LW пластик от ESUN является супер легким пластиком за счет своей возможности вспениваться во время печати изделий. Технология активной пены используется для изготовления легких и плотных деталей из PLA, например моделей самолетов, дронов и костюмов для COSPLAY.
При температуре печати 210-270 ° C материал во время печати начинает вспениваться и, таким образом, увеличивает свой объем. Максимальный объем достигается при температуре около 270 ° C. При печати модели того же объема 1 катушка ePLA-LW может заменить примерно 2.2 катушки обычного PLA, что позволяет сэкономить 55% волокон.
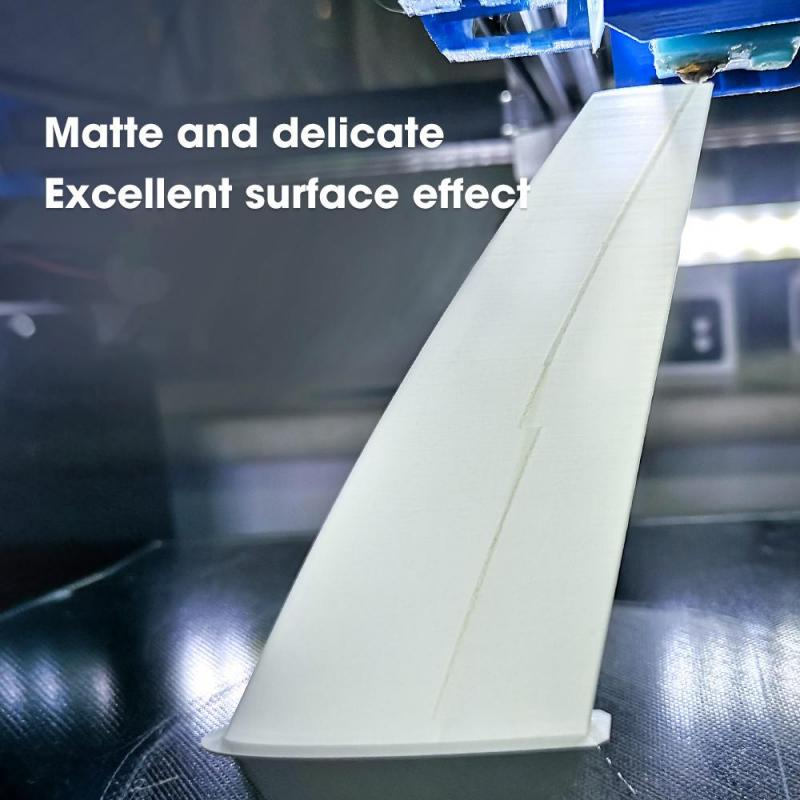
Напечатанные детали имеют практически невидимые слоя, отличный матовый эффект. Пластик легко окрашивается, а поверхностный пигмент обладает прочной адгезией.
Описание
Физические характеристики невспененного расходного материала:
| Филамент для 3D печати | Метод испытания | ePLA-LW |
| Индекс текучести расплава (г/10мин) | GB/T 3682-2000 | 8.1(190 °C/2.16 кг) |
| Плотность | GB/T 1033-86 | 1.2 г/см3 |
| Ударная вязкость по Изоду (кДж/м2) | GB/T 1843-96 | 8.58 кДж/м2 |
| Прочность на разрыв (мПа) | GB/T 1040-92 | 32.2 мПа |
| Удлинение при разрыве (%) | GB/T 1040-92 | 68.9% |
| Прочность на изгиб (мПа) | GB/T 9341-2000 | 41.31 мПа |
| Модуль упругости при изгибе (мПа) | GB/T 9341-2000 | 1701 мПа |
Сравнение характеристик вспененных расходных материалов:
| Филамент для 3D печати | Wood | ePLA-LW |
| Процесс вспенивания | Вспенивание во время производства, но не во время печати | Производится без вспенивания, вспенивание в процессе печати |
| Межслойная адгезия | Нормальная | Сильная |
| Плотность | 0.7 | До 0.54 |
| Свободная регулировка мощности и степени вспенивания | Нет | 210-270 °C |
Параметры 3D печати для ePLA-LW пластика (тестирование печати производилось при условиях: сопло 190-280 °C, высота слоя 0.2 мм, температура платформы 45 °C, скорость 40 мм/с):
| Филамент для 3D печати | ePLA-LW |
| Рекомендованная температура печати | 190-270 °C |
| Температура печати невспененного материала | 190-210 °C |
| Температура печати вспененного материала | 210-270 °C |
| Максимальная температура для вспениваниия | 270 °C |
| Максимальная степень вспенивания (270 °C) | 122% |
| Минимальная скорость экструзии (270 °C) | 45% |
| Температура платформы построения | 45-60 °C/Без нагрева (скотч, клей-карандаш, стекло, углеволокно, PEI-покрытие) |
| Скорость печати | 40-80 мм/с |
Степень вспенивания при различных температурах (тестирование производилось при температуре платформы 45 °C и скорости 40 мм/с):
| Температура, °C | 200 | 210 | 220 | 230 | 240 | 250 | 260 | 270 | 280 |
| Степень вспенивания, % | 0 | 0 | 11 | 33 | 82 | 100 | 122 | 122 | 82 |
| Объемная доля, % | 100 | 100 | 111 | 133 | 182 | 200 | 222 | 222 | 182 |
| Скорость экструзии, % | 100 | 100 | 90 | 75 | 55 | 50 | 45 | 45 | 55 |
| Плотность, г/см3 | 1,2 | 1,2 | 1,08 | 0,9 | 0,66 | 0,6 | 0,54 | 0,54 | 0,66 |
| Скорость | 40 мм/с | ||||||||
Советы по печати с ePLA-LW:
- Используйте одинаковую скорость печати для всех слоев. Отключите функцию снижения скорости печати, чтобы соотношение пены во всех слоях оставалось постоянным.
- Будьте осторожны с температурой печати. Большинство принтеров начального уровня начинают засоряться при длительной печати при температуре выше 260 ° C. Если вы хотите использовать максимальный коэффициент пены, убедитесь, что ваш принтер рассчитан на такие температуры.
- При очень высоких температурах нить становится желтоватой — это нормально. Чтобы предотвратить этот эффект, вы можете немного снизить температуру печати.
- Соотношение пены зависит от температуры печати, скорости печати, размера плавильной камеры в сопле, температуры помещения и печатного стола, а также влажности. Поэкспериментируйте со всеми этими параметрами, чтобы достичь желаемого результата.
- Режим ретракта не работает, поэтому рекомендуется печатать в режиме вазы, чтобы уменьшить возникновение «волос» пластика..

Детали
| Диаметр загружаемого пластика | 1,75мм. |
|---|---|
| Цвет | Белый (натуральный), Черный |
Вам также будет интересно…


Creality K1 SE 3D принтер
17,499грн.Гарантия 12 месяцев от нашего магазина.
Creality K1 SE обеспечивает впечатляющую скорость, которой славится серия K1, сохраняя при этом неизменное качество печати, и все это по доступной цене. Принтер разработан для удобства пользователя благодаря простой настройке, автоматическому выравниванию без помощи рук, а также удобному аппаратному и программному обеспечению.
3D-принтер Creality K1 SE предназначен для высокоскоростной высококачественной печати. Благодаря системе CoreXY он обеспечивает скорость 12X, способен печатать до 600 мм/с и ускорением 20000 мм/с², сохраняя при этом качество печати. Надежный экструдер поддерживает как классические, так и гибкие нити TPU, а прочное трехметаллическое сопло и 60-ваттный горячий конец обеспечивают быстрый нагрев и простоту обслуживания. Жесткая рама с литыми деталями минимизирует вибрации для стабильной работы. Автоматическая калибровка одним нажатием упрощает настройку, а антивибрационный вентилятор обеспечивает плавную печать. 3D принтер Creality K1 SE работает на Creality OS с возможностями открытого исходного кода и совместим с Creality Cloud.


3D принтер Creality Ender 5 Max
33,000грн.Гарантия 12 месяцев
Официальный гарантийный талон и товарный чек/накладная от нашего магазина
3D принтер Creality Ender 5 Max в наличии с гарантией, узнайте детали в отделе продаж
3D-принтер Creality Ender 5 Max обеспечивает непревзойденную производительность печати, сочетая скорость, точность и надежность, чтобы гарантировать высочайшее качество печати для профессионального и личного использования. Благодаря огромному объему печати и расширенным функциям Ender 5 Max является оптимальным решением для крупномасштабных и востребованных проектов 3D-печати
- Большой объем сборки 400 x 400 x 400 мм.
- Профессиональное качество печати: жесткая цельнометаллическая рама и автоматическое выравнивание платформы по 36 точкам
- Сверхбыстрая печать: 700 мм/с — лучшая в отрасли скорость для принтера CoreXY
- Специально для Print Farm: управление несколькими принтерами через WLAN


Вентилятор (кулер) 30 x 30 х 10 мм на 24В для Creality K1, K1 Max, K1C, K1 SE
399грн.Вентилятор (кулер) разработан для эффективного охлаждения 3D-принтера Creality, что способствует повышению качества печати и увеличению срока службы устройства. Компактный размер 30 x 30 x 10 мм позволяет Axial Fan легко интегрироваться в конструкцию принтера, обеспечивая сильный поток воздуха и работая практически бесшумно.
Основные преимущества:
- Подходит для 3D-принтеров Creality K1, K1C, K1 Max и K1 SE.
- Гарантирует стабильную и быструю работу всех компонентов принтера, улучшая результаты печати.
- Снижает уровень шума для комфортного использования.
- Обеспечивает надежность и долгий срок службы вентилятора.
- Быстрая замена позволяет без задержек приступить к работе.
- Защищает принтер от перегрева и снижает вероятность сбоев.
- Выполнен из надежных и износостойких компонентов.
Обеспечьте своему 3D-принтеру стабильную работу и высокий уровень охлаждения с этим компактным и эффективным вентилятором (3205010394)!
- SALE!


3D принтер Creality K2 Plus Combo
Первоначальная цена составляла 62,599грн..56,999грн.Текущая цена: 56,999грн..Гарантия 12 месяцев
Официальный гарантийный талон и товарный чек/накладная от нашего магазина
3D принтер Creality K2 Plus Combo с гарантией, узнайте детали в отделе продаж
С 3D-принтером Creality K2 Plus Combo вы сможете наслаждаться многоцветной печатью. K2 Plus Combo — это высокопроизводительный 3D-принтер, разработанный для точности, скорости и универсальности, идеально подходящий для амбициозных проектов и крупномасштабной печати. Благодаря большому объему печати, усовершенствованному экструдеру, способному работать с различными материалами, и интеллектуальной системе мониторинга этот принтер позволяет пользователям легко достигать исключительных результатов. Благодаря сочетанию скорости, точности и инновационных функций Creality K2 Plus Combo — это мощный инструмент для тех, кто хочет расширить границы 3D-печати.


Дисплей сенсорный для 3D принтера Creality K2 Plus
2,800грн.Дисплей для Creality K2 Plus (4001050089):
- Диагональ экрана: 4,3 дюйма, обеспечивающая четкое и интуитивно понятное управление 3D-принтером.
- Разрешение: 480×800 пикселей, что позволяет получать детализированное и яркое изображение.
- Сенсорный интерфейс: Удобное сенсорное управление делает процесс настройки и управления быстрым и простым.
Совместимость:
Этот дисплей Display Screen Kit создан специально для работы с 3D-принтером Creality K2 Plus, что обеспечивает стабильность работы и простую установку.Основные преимущества:
- Интуитивный интерфейс для легкого управления устройством.
- Высокое качество изображения благодаря отличному разрешению экрана.
- Прочная и долговечная конструкция, рассчитанная на длительную эксплуатацию.


Хотэнд (hotend) для Creality K2 Plus Quick-swap керамический
1,555грн.Хотенд (hotend) для Creality K2 Plus Quick-swap (4001030145) разработан для принтера Creality K2 Plus для повышения стабильности работы, долговечности и возможности печати при высоких температурах, что значительно улучшает качество печати.
1. Эффективное распределение тепла
Керамический блок Ceramic Heating Block Kit обеспечивает равномерный нагрев и точный контроль температуры, что устраняет проблемы, связанные с её перепадами, и гарантирует стабильное качество.2. Удобная смена сопел
Система быстрого снятия позволяет оперативно адаптировать принтер под разные материалы или задачи, упрощая техническое обслуживание и экономя Ваше время.3. Термическая устойчивость до 350°C
Поддержка высоких температур делает блок совместимым с такими материалами, как ABS и PC, что расширяет спектр доступных филаментов и подходит для сложных проектов.4. Прочность и надёжность
Керамическая конструкция отличается высокой стойкостью к коррозии и окислению, что обеспечивает длительный срок службы даже при интенсивной эксплуатации.5. Профессиональный уровень печати
Обеспечивает точную работу с материалами, требующими особой стабильности, что идеально для задач, связанных с детализацией и высокой точностью.- SALE!

 Этот товар имеет несколько вариаций. Опции можно выбрать на странице товара.
Этот товар имеет несколько вариаций. Опции можно выбрать на странице товара.Воздуховод вентилятора Creality x BEN2C Nautilus
Первоначальная цена составляла 1,749грн..1,349грн.Текущая цена: 1,349грн..Creality x BEN2C Nautilus Fan Duct – это инновационное решение для 3D-принтеров, которое сочетает в себе высокую производительность, равномерное охлаждение и легкий дизайн. Этот воздухоотвод обеспечивает оптимальное охлаждение моделей и повышает общую эффективность процесса печати.
- Эффективное 360° охлаждение
Особая конструкция воздухоотвода создает круговой воздушный поток, исключая зоны с недостаточным охлаждением. Это способствует равномерному и быстрому охлаждению каждой детали, улучшая качество готовых моделей. - Защита от засоров и стабильная экструзия
Зона свободного потока предотвращает прямое охлаждение сопла, минимизируя риск засоров из-за понижения температуры. - Облегченная конструкция для повышения скорости работы
Вес воздухоотвода уменьшен на 20–30% по сравнению с классическими моделями. Это снижает вибрацию при ускорении сопла, обеспечивая более стабильную печать и долговечность принтера. - Прочные и термостойкие материалы
Изделие выполнено из высококачественного нейлона PA12 с применением технологии Multi-Jet Fusion. Материал отличается высокой устойчивостью к высоким температурам и механическим воздействиям, а также имеет гладкую и аккуратную поверхность. - Повышенное качество печати сложных деталей
Оптимизированный воздушный поток способствует более точной работе с моделями, уменьшая потребность в поддержках и сокращая общее время печати. - Снижение шума при работе
Конструкция обеспечивает эффективное охлаждение без использования дополнительных вентиляторов, что снижает шум и делает процесс печати более комфортным. - Современный и практичный дизайн
Спиральная структура воздухоотвода не только уменьшает вес, но и придает устройству стильный футуристический вид.
Совместимость:
- Эффективное 360° охлаждение


Creality K1C 3D принтер
17,999грн.Гарантия 12 месяцев от нашего магазина.
Наличие уточняйте, пожалуйста
3D-принтер Creality K1C продолжает серию K1 и предлагает ряд интересных преимуществ:
- Объем печати: 220х220х250 мм.
- Максимальная температура сопла: до 300 °C.
- Надежное экструзия: Полностью металлический экструдер, устойчивый к засорам.
- Легкая замена сопел: Быстрая смена триметаллических сопел.
- Высокая скорость печати: Максимальная скорость печати 600 мм/с.
- Печать углеродным волокном: Поддержка филаментов, заполненных углеродным волокном.
- Интеллектуальное мониторирование: AI-камера для умного контроля процесса печати.
- Улучшенное выравнивание стола: Более точное и стабильное выравнивание платформы.
- Поддерживаемые материалы: PLA-CF, PA-CF, PETG-CF, ABS, PLA, PETG, PET, TPU, PA, ASA, PC.
Creality K1C – это мощный инструмент для тех, кто ценит высокую скорость, точность и надежность в 3D-печати.















Похожие товары
 диаметр 1.75 мм купить украина")
Пластик для 3D ручки ABS (набор 9 цветов) диаметр 1.75 мм
ABS пластик — один из наиболее используемых видов пластика для 3d ручек. Прочный и эластичный, он позволяет легко создавать фигурки различной сложности, которые застывают в воздухе или на листе бумаги и могут быть без труда откреплены от поверхности.
Разнообразие цветовой палитры сделает ваши творения еще более красочными.
Подходят для 3d ручек Myriwell, Smarten, Sunlu, XYZ и др.

HIPS пластик, 500 грамм
Не так давно появившийся вид пластика HIPS уже успешно проверен нашим отделом 3D печати. Главная особенность этого материала — устойчивость к ударам, перепадам температур, повышенная элекроизоляция и значительно меньшее поглощение влаги. Прост в работе и в последующей обработке — его без труда можно растворить в лимонеле, поэтому отлично подходит для поддержек, особенно для ABS пластика. Нить однородна, без мусора. Как и другие широко распространенные виды пластика (ABS, PLA, ABS+, coPET, Elastan) HIPS применяется для технологии печати FDM.


coPET пластик, 500 грамм
coPET пластик проверен нашим отделом 3D печати. Среди главных особенностей данного аморфного пластика выделяют его глянцевую поверхность и полупрозрачность. Также характеризуется повышенной прочностью по сравнению с ABS пластиком (ударостойкость, огнестойкость и химическая стойкость). Нить однородна, без мусора. Как и другие широко распространенные виды пластика (ABS, PLA, ABS+, HIPS, Elastan) coPET применяется для технологии печати FDM.
В наличии пластик с диаметром нити 1,75.
 диаметр 1.75 мм купить украина")



Отзывы
Отзывов пока нет.